2013-10-24 10:25:27 来源:e-works
一、项目背景
东风汽车股份有限公司(以下简称DFAC)汽车分公司是“东风汽车”生产东风系列轻型商用车的主要分公司,于1993年10月奠基,公司占地面积24万平方米,工业建筑面积12.2万多平方米,拥有完整的冲压、焊装、涂装、总装四大生产工艺阵地,年生产能力达到15万辆。
DFAC目前主要有DFA_BOM系统、SAP系统、SCF(供应商协同平台)、ES1整车跟踪系统、底层自动化控制系统以及售后服务系统等,各系统单独运行,未实现系统集成,且系统信息不共享,形成了“信息孤岛”,ERP系统和现场自动化系统之间出现了管理信息方面的“断层”,导致上层计划缺乏有效的实时信息支持,下层的控制缺乏优化调度与协调。而处于计划层和车间层操作控制系统之间的执行层,已经成为企业信息化的重要组成部分,主要负责生产管理和调度执行,使工厂制造环节透明化。
为配合公司市场营销、生产制造、研发、供应链管理等方面工作的顺利开展,打破各系统间“信息孤岛”,打通计划层至执行层的信息流,公司于2011年实施了制造执行系统(MES)。
1. MES简介
MES概念是美国管理界20世纪90年代提出的。美国先进制造研究机构(AMR)通过对大量企业的调查,于1992年提出了三层企业集成模型,如图1所示。
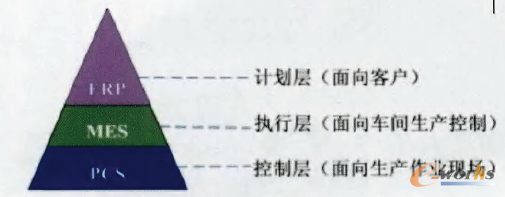
图1 企业集成模型
(1)计划层:决策层使用的管理工具,主要应用系统是ERP, CRM, SCM等。
(2)执行层:企业中层使用的工具MES,在计划管理层与底层控制之间架起了一座桥梁。
(3)控制层:一线操作人员使用的,以SCADA, HMI为代表的生产过程监控软件。
2.业务现状
通过业务需求调研,存在以下问题:
(1)生产监控手段滞后
·生产计划调整周期未锁定,影响物料调达,同时物料调达不畅反影响生产组织,导致频繁调序,形成恶性循环;
·订单状态无法同步跟踪;
·生产现场生产计划及实绩未实现目视化管理;
·生产部对现场信息无法做到实时监控;
·生产设备运行状态不能实时监控,不能及时发现设备故障;
·报表编制及指标计算靠人工进行。
(2)物流管理体系待完善
·包装不规范,且物料上线存在二次转包装,物流效率低,物流容器管理需进一步规范;
·中转库库存信息不共享,协配库及线边库无法取到实时库存,滞后录入,信息流与物流不同步,物料预拉料信息不准确、报警信息滞后;
·与供应商缺乏有效的沟通和信息同步,SAP系统中生成拉料单、看板卡信息不全,部分靠人工根据经验设置,不能准确、有效发布拉动信息指导物料分时段到货,并直达生产线边;
·无精确的备发料指示,物流人员参考SAP系统中在线拉料单进行备送货,工作效率低,且易造成零件线积压或配送不及时。
(3)质量管理靠手工。
·重保零件管理无系统支撑,手工记录无法满足重保件的召回管理需求;
·制造过程中缺陷及质量反馈信息通过随车卡进行信息收集及反馈,再发防止项目、DPU统计、终检售时信息及VES评价通过纸质单据流转;
·协配库外检目前人为控制抽检,无系统规则进行约束,无法从源头对零部件质量进行准确管控。
二、项目目标
DFAC汽车分公司制造执行系统项目一期包含生产管理模块、物流管理模块及质量管理模块。系统建设的目标为:建立一套能够辅助汽车分公司的生产,符合企业精益制造(LP)和准时化(JIT)生产等先进管理思想,适合DFAC生产领域运作的全面的、集成的、先进的和稳定的生产控制系统,以适应公司产量快速增长和车型平台增加的需求,并能同其他业务和系统整合(如SAP系统、DFA_SCF系统、DFA_BOM系统等),见图2。

图2 MES功能模型及与其他系统的关系
三、系统功能
企业最为关心的三个问题是:生产什么?生产多少?如何生产?MES就是计划与生产之间承上启下的“信息枢纽”,通过控制包括物料、设备、人员、流程指令和设施在内的所有工厂资源来解决生产制造的问题,以提高制造竞争力,提供一种集成在统一平台上系统的制造执行功能,如质量控制、文档管理、生产调度等,从而实现企业实时的生产制造执行管理,如图3。

图3 MES系统功能及与其他系统的关系
[page] DFAC_MES系统实现的主要功能包括:
1.信息系统与业务管理集成
建立一套满足DFAC管理要求的集成化信息管理平台,全面实现业务管理集成,依托MES系统实施,实现DFA-BOM,DFA-SCF及SAP各系统集成,数据共享。打通设计、采购、生产与质量间的“部门墙”,建立以业务流程为驱动的管理方式,实现部门间业务无缝衔接。
2.物流过程流程化、标准化、指标化
DFAC有TPL仓库及主机厂仓库,业务流程比较多,并且没有固定的标准,通过实施MES系统,可以重新整理整个业务流程,化繁为简,全部标准化,并建立规范化的运输、仓储、配送、容器网络物流体系。持续改进的物流KPI指标(物流路径、仓位占用率、库存周转率等),逐步将原材料物流水平提高,既满足柔性生产的需要,还能够降低库存,提高库存周转率,减少库存资金占用。
3.精益制造(LP)与准时化生产(JIT)
与DFA-SCF系统生产计划协同,接收各车间生产计划,可根据实际生产情况,实现对计划的微调,从而形成各车间最终作业计划,指导生产,计划的调整能快速得到物流与制造过程响应,保证生产正常运行。设备运行状态实时监控,设备故障快速响应,减少由于设备故障原因而停线;制造过程监控,根据实际生产进度,拉动物料需求,车间配料准时化,实现生产准时化。持续改进的生产KPI指标(计划调整率、计划完成率、设备故障率等),提升制造过程管理水平。
4.质量检验与零部件入库及制造过程衔接,提升产品质量
覆盖了企业内的外购零部件检验过程及各车间生产制造过程检验,形成整车完整的质量档案,实现整车质量追溯,为公司整车召回政策实施提供信息化支撑。管理过程由经验管理、纸张管理向全面信息化管理转变,建立DFAC质量信息库,涵盖产品质量整个生命周期。管理问题由传统的部门管理向全员集体全过程的共同参与转变,实现质量管理工作的协作与信息共享。企业质量检验的管理,由传统记录检验结果向控制质量过程转变。
5.供应商业务协同,实现企业与供应商双赢
根据日计划或生产情况,向供应商发布物料需求信息,供应商可提前备料送料,及时交货。实现物料容器的生产周期管理,并将相关信息发布给供应商,使之能方便查询物料容器使用情况。
6.单据条码化,库存信息实时化,物流与信息流同步
利用无线网络、自动识别技术,可以将库存实时化,让原材料能够准确定位,让用户实时掌握实际库存,对生产、采购等行为做出有利的指导。
四、系统特性
1.应用软件采用分层的模块化结构设计且符合SOA的架构理念,具有灵活性、可操作性、可移植性和可扩展性。
2.MES系统平台架构满足DFAC集团化管理模式,即在同一应用服务器数据库下同一公司,满足不同工厂的生产管理模式。
3.MES系统平台具有很强的健壮性、实用性及安全性。
4.MFS系统平台具有良好的开放性,与SAP系统、DFA_BOM(产品数据管理)系统、DFA_SCF(供应商协同管理)平台等,通过接口或ESB方式进行数据交互。(具体如图4所示)

图4 DFAC企业服务总线
5.易操作。采用简洁、直观、友好的图形化中文界面,支持鼠标操作;对于业务处理界面。操作人员能够完全利用键盘操作;对于常用环节,系统设置快捷键以方便功能间的切换;操作及选择键(热键、菜单选择等)的功能定义在全系统保持一致,并具备相应容错手段,允许操作人员有限范围的误操作;用户接口及界面设计充分考虑人体结构特征及视觉特征进行优化设计,操作符合日常工作流程需要,易学习、易操作,系统提示和帮助信息准确。
6.系统提供了灵活的权限控制,并充分考虑密码控制等安全策略。
7.灵活的客户端形式,客户端操作系统:WindowsXP, Linux/WinCe(手持终端);服务器端支持Windows,Unix,Linux;
8.系统备份、业务数据备份、冗余设计、灾难恢复等采用目前领先的安全策略,保证了系统数据安全。
9.方便的查询历史数据的备份、历史数据和生产数据。
五、系统架构
1.MES系统软件架构(如图5所示)

图5 MES系统软件架构
2. MES系统物理架构(如图6所示)
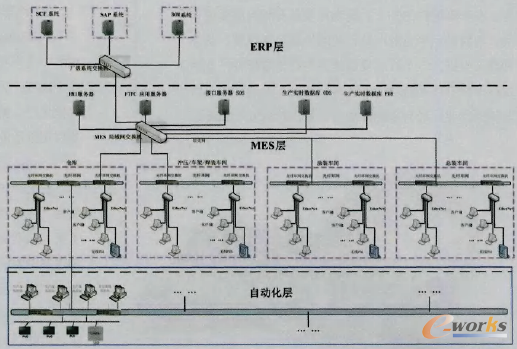
图6 MES系统物理架构
六、结论
MES作为联接顶层计划管理系统与底层控制系统的纽带,是制造企业实施信息化不可或缺的管理工具。MES与其他信息系统的协同工作,构成了制造企业全面的信息化应用平台,实现了真正的企业信息互通、数据共享和运作自动化。DFAC通过MES系统的实施使生产现场的信息收集、传递、处理和反馈做到准确、及时、高效,实现了生产过程的有序运作和资源优化,不断降低生产成本、提高产品质量,最终实现“打造透明工厂,实现智慧制造”的目标愿景。
免责声明:本网站(http://www.ciotimes.com/)内容主要来自原创、合作媒体供稿和第三方投稿,凡在本网站出现的信息,均仅供参考。本网站将尽力确保所提供信息的准确性及可靠性,但不保证有关资料的准确性及可靠性,读者在使用前请进一步核实,并对任何自主决定的行为负责。本网站对有关资料所引致的错误、不确或遗漏,概不负任何法律责任。
本网站刊载的所有内容(包括但不仅限文字、图片、LOGO、音频、视频、软件、程序等)版权归原作者所有。任何单位或个人认为本网站中的内容可能涉嫌侵犯其知识产权或存在不实内容时,请及时通知本站,予以删除。




